When you choose aluminium from Hydro, it's strong, light, durable and climate efficient, making you part of a smarter and more sustainable future. Our climate strategy is to cut our CO2 emissions 30% by 2030. Our aluminium can help you meet your goals, too.
Energy
Hydro has been at the forefront of the energy transition since 1905, transforming industries and societies with renewable energy. Today, we are pioneering the green aluminium transition through renewables and new energy solutions.
Sustainability
We want to contribute to the just and green transition through responsible production, creating circular solutions and delivering net-zero aluminium by 2050 or earlier.
Careers
At Hydro, we put our people at the center of everything we do. By supporting our employees’ growth professionally and personally, we are fostering a community of colleagues who are united in the shared purpose of solving our industries’ most pressing challenges.
Investors
With more than a century of industrial experience, we are enabling the green transition through innovation, technological advances, and a strong commercial mindset.
Media
Working on a story about aluminium? Press releases, photos, stories, facts and figures – you will find everything you need here.
About Hydro
Hydro is a leading aluminium and renewable energy company that builds businesses and partnerships for a more sustainable future. We have 32,000 employees in more than 140 locations and 42 countries.
Hydro designs and manufactures custom aluminium extrusion dies and tooling for profiles of all sizes and complexity levels. From inititial consultation and simulation through to die correction and final validation, we optimize every die to stabilize dimensions, reduce scrap and shorten ramp-up time.
Our die engineers combine CAD modelling, flow simulation and on-press experience to design extrusion tooling that produces consistent, high-quality profiles. We select tool steels suited to each application and apply heat and surface treatmens to extend die life. After manufacturing, we validate performance with first-article inspection and controlled ramp-up on your press.
As an experienced aluminium extrusion die manufacturer, Hydro both designs and builds dies in-house. We also work with independent toolmakers when project requirements call for it. Our goal in every case is a die that reaches tolerance targets on the first production run and keeps cost per meter down over its full service life.
Our capabilities
Tooling materials: tool steels selected for hadness, wear resistance and the demands of the specific alloy and profile
Heat treatment: controlled thermal processing for uniform dimensions, stability and extended die life.
Surface treatment: nitriding, nitrocarburization, CVD and PVD coatings as required by profile geometry and alloy.
Die correction: iterative tuning if needed based on trial extrusion data to meet agreed tolerance and surface finish targets
Aperture strategies: single-cavity for medium and large sections; multi-cavity (up to 16) for small profiles
Validation: first-profile inspection and dimensional control against agreed tolerances and surface finish before full production.
Our process
Consult: review your drawings, alloy selection, press size and production volumes.
Design: CAD/die design, cavity strategy, press plan and productivity output.
Simulate: flow and temperature modelling to pre-balance metal. distribution.
Manufacture: precision machining of the die, followed by heat and surface treatments.
Control: first-article checks and die correction as needed
Validate: confirm dimensional stability, surface finish and document the optimal settings for next production run.
Two classes of extrusion dies: solid and hollow
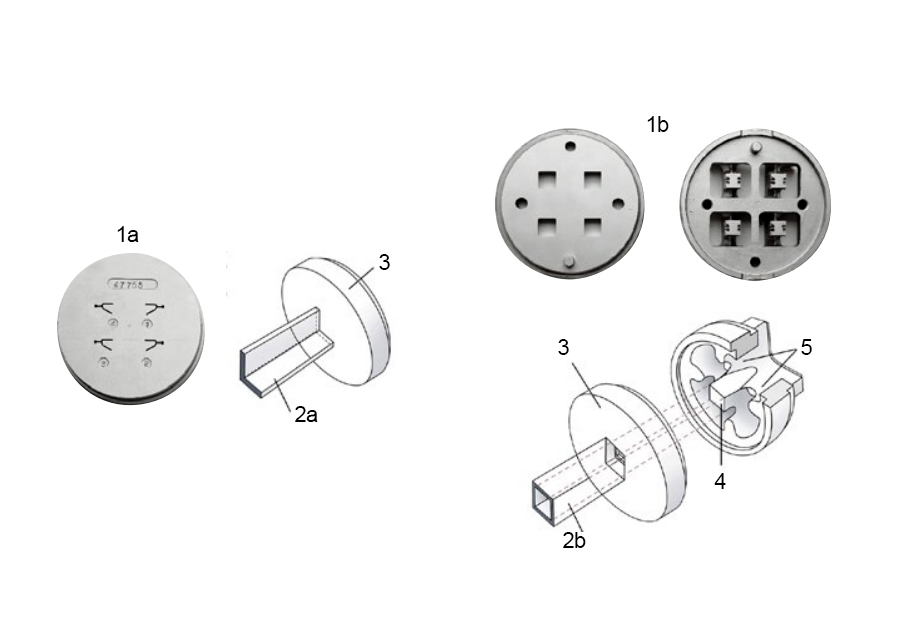
There are two main classes of aluminium extrusion dies: solid and hollow. Solid profiles are produced using a flat, disc-shaped die. The die cavity is machined to match the desired cross-section, and the heated billet is pressed directly through it. Hollow profiles require a two-part die. The mandrel, which shapes the internal cavity, is supported on a bridge structure. During extrusion, aluminium flows around the bridge and re-welds on the other side, forming the hollow shape. The outer part of the die shapes the external contour of the profile. Die lifetime mostly depends on the steel used, wall thickness of the profile, the alloy being extruded, and the desired surface quality. More complex profiles and harder alloys generally result in faster die wear.
1a: Die for solid profiles. 1b: Die for hollow profiles. 2a: Solid profile 2b: Hollow profile. 3: Die 4: Mandrel 5: Bridge.
What affects the cost of a custom extrusion die?
Die cost depends on several factors, and Hydro will provide a project-specific quote based on your requirements. Understanding the key cost drivers helps you scope your project and make informed decisions during the design phase.
Profile complexity: Critical cross-sections with tight tolerances, deep channels/tongue ratio, varying wall thicknesses and high surface finish require more design time and more precise machining.
Section size: Larger profiles need larger dies with more tool steel, while very small, light profiles benefit from multi-cavity dies in order to meet the minimum exit weight for the press-line.
Number of cavities: multi-cavity dies (up to 16 openings) help to increase the WP/M (weight per meter) when the profile is small and light. This gives good productivity at the press-line and maintains a good die life.
Alloy and press demands: harder alloys and higher extrusion ratios increase wear on the die due to higher heat generation, which may require higher-grade tool steel, nitrogen cooling or additional surface treatments.
Heat and surface treatments: nitriding, CVD or PVD coatings extend life but add to the initial investment.
Die correction: interative adjustments, or fine tuning after trial/production runs are sometimes needed to reach final drawing expectations, particularly for complex/critical profiles.
Large and medium-sized profiles are pressed through a single-cavity die to control flow and maintain tight tolerances. Smaller profiles can run through multi-cavity dies with up to 16 openings, increasing throughput at volume. Our engineers evaluate press tonnage, alloy, geometry and downstream handling to recommend the right cavity count and balance flow across openings for consistent results.